Hur är flerskiktade mönstrade glitter färgglada akrylarker laminerade? Vilken typ av lim eller process används för att säkerställa en fast bindning mellan lager?
Förberedelse före laminering
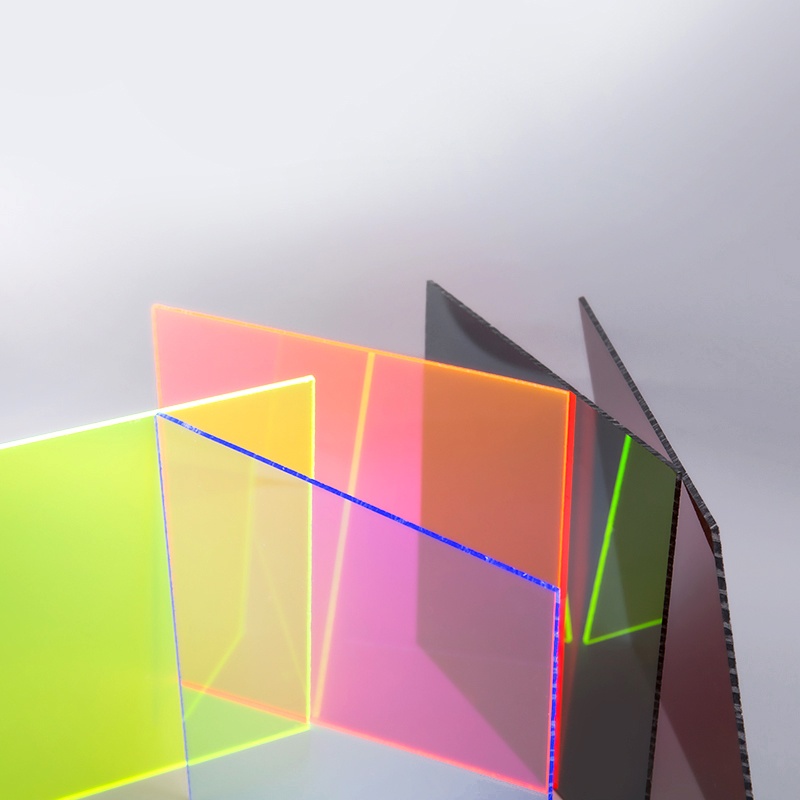
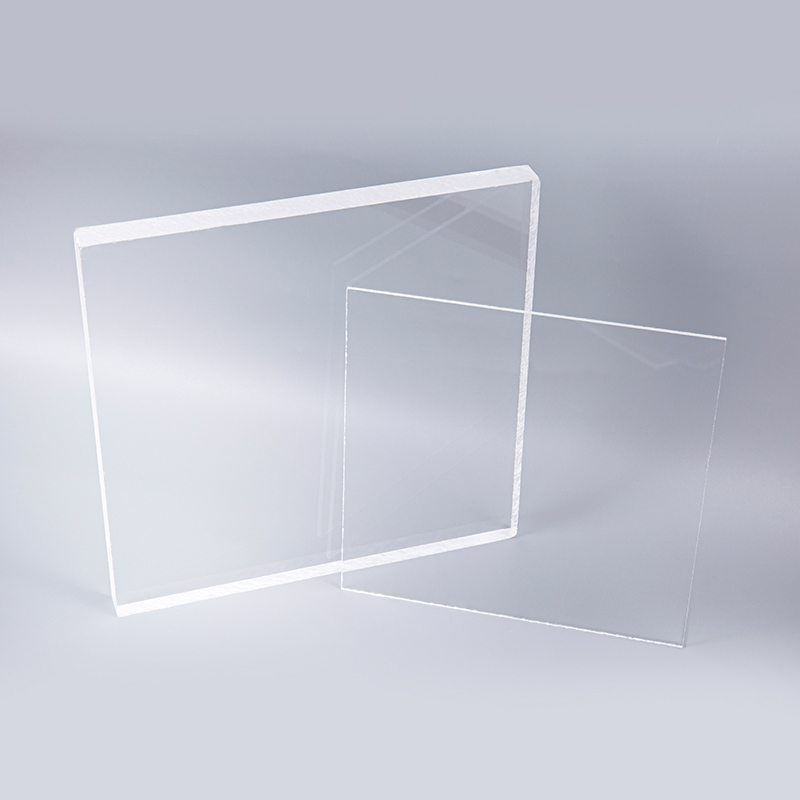
Materialval: För flerskiktat mönstrad glitter färgglada akrylark , Akrylark av hög kvalitet bör användas som basmaterial. Hangzhou Oleg International Trade Co., Ltd förbereder transparenta akrylskiktmaterial som innehåller små färgade glitter enligt designkrav, såväl som andra funktionella akrylmaterial som kan användas för mitt- eller bottenskikten, såsom akryl med olika färger, transparens eller specialoptiska egenskaper.
Ytbehandling: Före laminering måste ytan på akrylarket behandlas för att förbättra vidhäftningen av ytan. Vanliga behandlingsmetoder inkluderar kemisk behandling, fysisk slipning, etc. Kemisk behandling kan använda specifika tvättmedel eller ytaktiva ämnen för att avlägsna föroreningar såsom olja, damm, etc. på ytan av arket, medan ytan gör ytan aktiv, vilket bidrar till efterföljande vidhäftning av lim. Fysisk slipning är att grova ytan på lakan mekaniskt, öka ytan och därigenom öka kontaktområdet mellan limet och arket och förbättra bindningskraften. Till exempel kan du använda sandpapper eller en kvarn för att lätt polera ytan på akrylarket, men var noga med att undvika överdriven polering som orsakar ojämna ytor eller skador på arket.
Sammansatt process
Val av lim: Att välja rätt lim är nyckeln till att säkerställa firma bindning av akrylark med flera skikt. Generellt sett inkluderar de lim som vanligtvis används för bindning av akrylark akryllim, silikonlim och epoxihartslim. Akryllim har fördelarna med snabb härdningshastighet, hög bindningsstyrka och god transparens. De kan uppnå initial fixering och snabb positionering av akrylark på relativt kort tid och är lämpliga för delar som kräver snabb prototypning i flerskiktsstrukturer. Silikonlim har god flexibilitet och väderbeständighet, kan anpassa sig till den termiska expansionen och sammandragningen av akrylark under olika miljöförhållanden och minska krackningen mellan lagringar orsakade av temperaturförändringar. De används ofta i utomhusapplikationer eller produkter som kräver hög vädermotstånd eller långvarig användning. Epoxihartslim har extremt hög bindningsstyrka, god bindningsprestanda för olika material och bra kemisk korrosionsbeständighet och isoleringsprestanda. Det är lämpligt för akrylkompositer med flera lager med höga krav för strukturell styrka och stabilitet. Under produktionsprocessen kommer Hangzhou Oleg International Trade Co., LTD att välja lämplig lim- eller limkombination för att säkerställa ett fast bindning mellan lager enligt de specifika applikationsscenarier och prestandakrav för produkten. Till exempel, för flerskikts mönstrade flashfärg akrylark som används för dekorativa tecken och händelsedekorationer, kan akrylatlim föredras för att uppfylla kraven för snabb produktion och goda visuella effekter; Medan för akrylplåtkompositer i utomhusbelysningsarmaturer och LED-paneler, kan silikonlim eller epoxihartslim övervägas för att säkerställa långvarig stabilitet och tillförlitlighet.
Limmetod: Efter bestämning av limet är det nödvändigt att använda en lämplig limbeläggningsmetod för att jämnt applicera limet på ytan på akrylarket. Vanliga limbeläggningsmetoder inkluderar borstning, sprutning, skrapning och rullning. Borstning är en enkel och enkel metod, lämplig för att limma små områden eller oregelbundet formade brädor, men det kan orsaka ojämn limapplikation och påverka bindningseffekten. Sprutning kan uppnå en mer enhetlig distribution av lim, som är lämplig för att limma stora områden med brädor, men det kräver professionell sprututrustning och driftsförmåga, och uppmärksamhet bör ägnas åt att kontrollera trycket, flödeshastigheten och avståndet för sprutningen för att undvika överdriven sprutning eller sjunkande av limet. Skrapning och rullning är ofta använda limmetoder på vissa automatiserade produktionslinjer. Genom att använda en skrapa eller en rull för att jämnt applicera lim på brädets yta kan limets mängd och tjocklek kontrolleras exakt för att förbättra produktionseffektiviteten och bindningskvaliteten. I sammansättningen av flerskiktsstrukturerad mönstrad flashfärg akrylskivor väljs den lämpliga limmetoden vanligtvis beroende på kortets storlek, form och produktionsskala. För akrylskivor med en standardstorlek på 1250 x 2450 mm kan till exempel automatiserad skrapning eller rullningsutrustning användas för att limma i storskalig produktion för att säkerställa limets enhetlighet och konsistens; För vissa småstora anpassade produkter eller provproduktion kan sprutning eller borstning användas för flexibel drift.
Föreningsoperation: Efter att limet appliceras är de beredda skikten av akrylark exakt inriktade och förvärrade enligt designkraven. För akrylark med mönstrade blixtfärgslager är det nödvändigt att säkerställa att färgglitteret är jämnt fördelat och mönstret uppfyller designkraven. Under blandningsprocessen måste en viss mängd tryck appliceras så att limet helt kan fylla luckorna mellan skikten och utesluta luftbubblor för att säkerställa bindningens täthet. Trycket kan appliceras med mekaniskt tryck, vakuumtryck eller varmpressning. Mekaniskt tryck är att applicera enhetligt tryck på kompositarket genom att använda en press eller klämma så att skikten passar tätt. Vakuumtrycket är att använda atmosfärstryck för att trycka ihop lakan under en vakuummiljö. Denna metod kan effektivt utesluta luften mellan skikten och förbättra bindningskvaliteten. Varmpressning är att värma arket medan du applicerar trycket för att påskynda limets härdningsprocess och förbättra bindningsstyrkan. Varmpressning kräver emellertid kontroll av temperatur- och tryckparametrar för att undvika deformation av akrylarket eller åldrande av limet på grund av överdriven temperatur. I den faktiska produktionen kommer Hangzhou Oleg International Trade Co., Ltd att välja lämpligt lamineringstryck och metod enligt limets egenskaper, akrylarkens material och tjocklek och kvalitetskraven för produkten. Till exempel, för tunnare akrylark (såsom 2,7 mm till 5 mm tjockleksintervall), kan vakuumtryck eller lägre tryckmekaniskt tryck användas för laminering för att förhindra deformation av arket; Medan för vissa produkter som kräver snabb härdning och höghållfast bindning, kan varmpressning användas, i kombination med exakt temperatur- och tryckkontroll för att uppnå en god lamineringseffekt.
Härdning och efterbehandling
Härdningsprocess: När lamineringen är klar måste limet botas för att uppnå den slutliga bindningsstyrkan. Olika typer av lim har olika härdningsmetoder och tider. Akryllim kan vanligtvis bota snabbt vid rumstemperatur, i allmänhet når en hög bindningsstyrka inom några minuter till timmar, men för att säkerställa att limet är helt botat kan det behöva lämnas under en tid (t.ex. cirka 24 timmar). Härdningstiden för silikonlim och epoxihartslim är relativt långt, och det kan vara nödvändigt att bota under vissa temperatur- och fuktförhållanden, såsom bakning i en ugn vid 50-80 ℃ i flera timmar eller till och med längre. De specifika härdningsförhållandena bör bestämmas enligt limets formel och produktkraven. Under härdningsprocessen bör miljön hållas ren och stabil för att undvika damm, vibrationer och andra faktorer som påverkar bindningseffekten.
Efterbehandling: När härdningen är klar måste det sammansatta multilåns mönstrade glitterfärgade akrylarket efterbehandlas för att förbättra produktens kvalitet och prestanda. Efterbehandlingsprocessen inkluderar kantning av kant, ytpolering, kvalitetsinspektion och andra länkar. Kantklippning är att platta ut kanten på kompositarket genom att klippa eller slipa, ta bort överskottslim och burrs och göra produktens dimensionella noggrannhet och utseendekvalitet uppfyller kraven. Ytpolering är att fint mala och polera ytan på arket för att återställa dess ljusstyrka och jämnhet, särskilt för akrylark med glansig ytbehandling, för att säkerställa att det inte finns några repor, bubblor och andra defekter på ytan för att uppnå en god visuell effekt. Kvalitetsinspektion är en viktig del av efterbehandlingsprocessen. Genom visuell inspektion testas optisk inspektion, mekanisk egenskapstest och andra metoder, utseende, bindningsstyrka, transparens, färguniformitet och andra indikatorer för sammansatt kort för att säkerställa att produkten uppfyller relevanta standarder och kundkrav. För okvalificerade produkter som upptäcks bör snabb analys och bearbetning utföras för att ta reda på orsakerna och vidta motsvarande förbättringsåtgärder för att undvika liknande problem i efterföljande produktion.